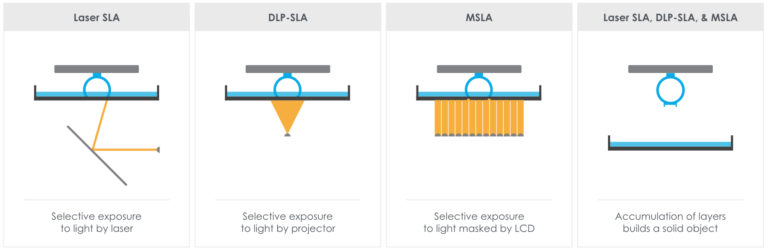
As you can see, each system shown above is able to produce the same part and all are using light to cure a part in height/layer of ~.02-.3mm at a time. However, MSLA, is the version that has exploded on to the DIY market within the last few years. This is because of how inexpensive it is to throw some LED lights under a vat of resin. Additionally, it is also much faster since you can cure the entire layer at once. No matter how big the part or how many parts are on the build plate, each layer will take the same amount of time. This is not the case for both the SLA and SLS methods since they use a laser to trace a 2D layer. MSLA simply displays a 2D sliced image of the layer it is curing. With MSLA, most layers take ~8 seconds or less.
When designing a part for SLA printing, there is not much that will need to be changed from one version to the other. All SLA methods typically require support structures in order to hold the part during the print, which causes a bit of post processing to remove the support structures as well as dimples that may be left over from these supports. Depending on the surface finish and part quality you are looking to achieve, some additional sanding and painting may be required. If you see a 3D printed miniature action figure chances are it has been SLA printed. The ultra fine details you can get topped off by the paintable nature of the resin are what makes SLA the more likely choice. Below is another great video I found on YouTube from
Adafruit Industries. If you want to see the amount of detail that can be achieved on your parts, be sure to watch until after this miniature space ship gets cleaned! Check out how tiny those details are!


 Hot Glue Gun image credit: Gorilla Glue www.gorillatough.com
Hot Glue Gun image credit: Gorilla Glue www.gorillatough.com